Tartozékok és kopóalkatrészek
A három leginkább alkalmazott hegesztőeljárás legfontosabb eszközei: az elektródafogó, a huzalos pisztoly, a TIGpisztoly és mindhárom eljáráshoz a testkábel. Az elektródafogókban nagy a kínálat, a zárt kivitelű ESAB elektródafogók nagyon megbízhatóak.



Cégünk ESAB, Abicor Binzel, Most Grip, GCE és Lorch pisztolyokat forgalmaz. Fontos, hogy a pisztolyok gépoldali csatlakozása kompatibilis - EURO legyen. Ami a különböző pisztolyoknál nem kompatibilis, az a fej kialakítása és azok alkatrészei: adapter, szigetelő gyűrű, gázelosztó, gázterelő, spirál, teflon. Nem egyforma a markolat kialakítása sem, ezek főleg ergonómiailag különböznek egymástól. A pisztolyok hossza max. 5 m. A kisebb teljesítményű pisztolyok léghűtésű, a nagyobb teljesítményűek vízhűtésű kivitelben készülnek. A pisztolyokhoz a kopóalkatrész egzaktul csak cikkszám ismeretében, vagy minta alapján szerezhető be. Az áramátadók esetében talán egyszerűbb a helyzet, de ennél is ismerni kell a menet méretét, hosszát, a hengeres rész átmérőjét és a teljes hosszt. Alapvető, hogy az áramátadó furata néhány tized mm-rel legyen nagyobb a huzal átmérőjénél. Adott esetben azonban ez függ még a huzal csévélésétől - görbeségétől - a huzal anyagától és a védőgáz összetételétől. Pl. a rossz hővezetésű Ar használatánál nagyobb furatú áramátadót kell választani, mint CO2 esetében. A táblázatban az áramátadó furatának ajánlott értékei találhatók különböző hegesztés technikáknál.


| Áramátadó furatának átmérője (mm) | A furathoz ajánlott huzalátmérő (mm) | ||
| Rövidívű hegesztés | Szóróívű hegesztés | Marathon Pac | |
| 0.8 | 0.6 | (0.6) | - |
| 0.9 | (0.8) | 0.6 | 0.8 |
| 1.0 | 0.8 | (0.8) | 0.9 |
| 1.1 | 0.9 | 0.9 | 1.0 |
| 1.2 | 1.0 | 0.9 | - |
| 1.4 | - | (1.0) | 1.2 |
| 1.5 | 1.2 | 1.0 | - |
| 1.7 | 1.4 | 1.2 | 1.4 |
| 1.9 | 1.6 | 1.4 | 1.4 |
| 2.1 | (1.6) | 1.6 | - |
Fontos az áramátadó anyaga. Az ötvözetlen réz áramátadó olcsó és rövid élettartamú, nem lehet vele minőségi hegesztést végezni. A CuCr, ill. CuCrZr ötvözetűek drágábbak, viszont hosszabb élettartamúak és jobb minőségű hegesztés végezhető. Nem közömbös az áramátadó terhelhetősége szempontjából annak külső átmérője sem. A forgalomban lévő áramátadók pontszerű érintkezést, áramátadást tesznek lehetővé, azonban speciális feladatokhoz léteznek vonalszerű áramátadást lehetővé tevő konstrukciók, amelyek használatával ugrásszerűen javul a varrat minősége. Ezek az áramátadók viszont lényegesen drágábbak.
A TIG pisztolyok esetében a gépoldali csatlakozás nem kompatíbilis, különösen gyártó függő a vezérlő kábel csatlakozás. A pisztolyfejek szintén nem kompatibilisek, viszont a patron, patronház, kerámia gázterelő már igen.

A TIG pisztolyok többnyire 50 mm hosszú volfrám szorító patronnal rendelkeznek és ezek a fejek viszonylag nagyok, azonban vannak kisebb méretű pisztolyok is, amelyek szorító patronja csak 25 mm. Ez a pisztoly javítja a hozzáférhetőség és különösen finomabb munkálatokhoz ajánlott.
A pisztolyok általában 60°-os kialakításúak, de léteznek ún. merőleges és egyenes fejek is. A pisztolyfejek fixek, az un. flex fejek a tengelyükre merőlegesen kézzel pozicionálhatók. A kisebb teljesítményű pisztolyok léghűtésűek, a nagyobb teljesítményűek vízhűtésűek. A pisztolyok hossza általában 4 m, vagy 8 m lehet. A hegesztési helyhez való jobb hozzáférhetőséget az ún. gázlencse alkalmazása teszi lehetővé azáltal, hogy 8-10 mm-es volfrám kinyúlás, akár 25 mm-re is növelhető. A TIGpisztolyok leggyorsabban fogyó tartozéka a volfrámelektróda. A TIG hegesztést néhány ötvözet kivételével egyenárammal végezzük, és a volfrám a negatív pólusra van kötve. Az alumíniumot és ötvözeteit váltóárammal hegesztjük. A volfrám a tartós egyenáramú terhelést pozitív pólusra kötve nem bírja. Az elektródként használt volfrám ötvözetlen vagy oxidokkal ötvözött. A táblázat a különböző volfrám típusokat és azok néhány jellemzőit tartalmazza.
| Jelölés | Oxidtaratalom, átlag % | Oxid típus | Színjelölés | Áramnem |
| W | - | Nincs | Zöld | Váltó |
| WT10 | 1 | ThO2 tórium oxid | Sárga | Egyen |
| WT20 | 2 | ThO2 tórium oxid | Piros | Egyen |
| WT30 | 3 | ThO2 tórium oxid | Lila | Egyen |
| WT40 | 4 | ThO2 tórium oxid | Narancs | Egyen |
| WC20 | 2 | CeO2 cérium oxid | Szürke | Egyen |
| WL10 | 1 | LaO2 lantán oxid | Fekete | Egyen |
| WL 15 | 1.5 | LaO2 lantán oxid | Arany | Egyen/váltó |
| WZ8 | 0.8 | ZrO2 cirkónium oxid | Fehér | Egyen/váltó |
| WS | Ritka földfém tartalmú | Türkisz | Egyen/váltó |
A volfrám elektród terhelhetősége jelentősen függ az anyagminőségtől - az oxiddal szennyezettek jobban terhelhetők - függ az áram nemétől és polaritásától. A terhelhetőség az elektróda átmérőjével növelhető, de az áramerősséget és a pálcaátmérőt a stabil ív kialakulása érdekében össze kell hangolni.
Technológiai szempontból fontos a volfrám elektród megfelelő kialakítása, köszörülése. Helyesen ez csak vofrámköszörűvel végezhető, amely egyben összegyűjti az egyébként veszélyes hulladéknak számító leköszörült volfrámport. Az általunk forgalmazott köszörű típusok:
 |  |
G-Tech Handy G-Tech H
A berendezések fontos tartozéka a hegesztőáram kábel. Ezek általában nem hosszabbak nyolc méternél. A kábelek terhelhetősége mindenek előtt a keresztmetszetüktől függ, de fontos a terhelés ideje is. Hasonlóan a hegesztőgépekhez ezeknél is értelmezett a bekapcsolási idő, ezért kiválasztásuknál feltétlen szükséges a felhasználás körülménye. 100%-os terhelése a kábeleknek csak teljesen gépesített hegesztésnél fordul elő. Nem elhanyagolható a kábel üzemi hőmérséklete sem, pl.: egy 45 °C-ra felmelegedett kábel terhelhetősége 16%-kal csökken. A táblázat különböző keresztmetszetű kábelek terhelhetőségét mutatja 20 °C-os hőmérsékleten max. 20 m hosszú kábelre. A terhelhetőség 5 perces ciklus időre vonatkozik.

| Névleges keresztmetszet (mm2) | Megengedett áramerősség BI %-nál | ||||
| 100 | 60 | 35 | 20 | 8 | |
| 16 | 123 | 137 | 163 | 207 | 303 |
| 25 | 161 | 186 | 227 | 286 | 436 |
| 35 | 198 | 234 | 298 | 369 | 566 |
| 50 | 248 | 298 | 373 | 480 | 745 |
| 70 | 306 | 373 | 472 | 611 | 949 |
Hosszabb kábelek áramterhelhetőségét meg kell vizsgálni.
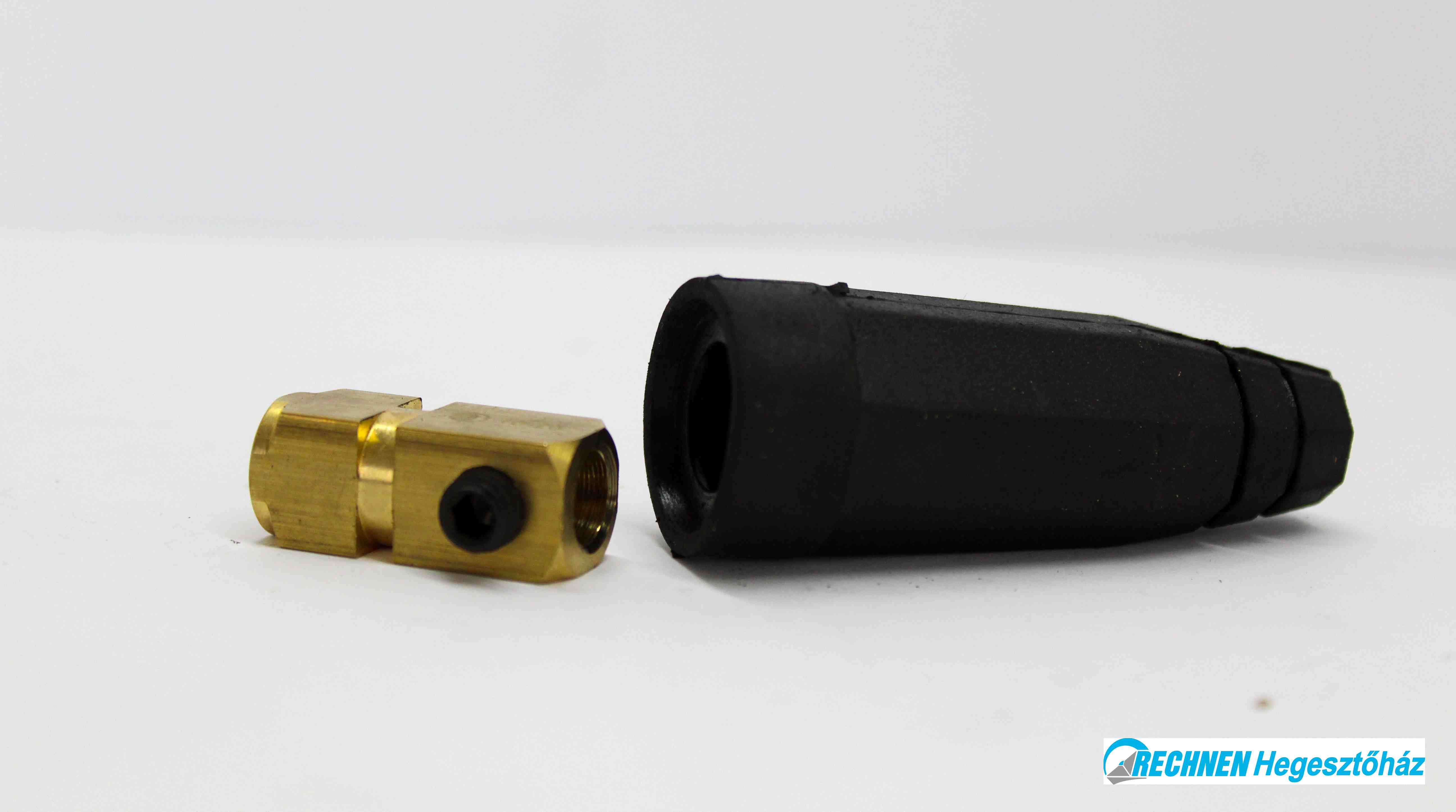
A kábelek a gépekhez és egymáshoz, pl.: hosszabbítás, átalakítási igénynél gyors csatlakozókkal rögzíthetők. Ezek terhelhetőség szempontjából 60%-os bekapcsolási időre vannak kialakítva, kiválasztásuk során ezt kell figyelembe venni.